You must be signed in to read the rest of this article.
Registration on CDEWorld is free. Sign up today!
Forgot your password? Click Here!
In today's restorative dentistry, efficient removal and contouring of tooth structure necessary for optimal tooth preparation is achieved by the use of dental burs, rotary-powered cutting instruments that are currently among the most important tools in the dental armamentarium. The effectiveness of these tools stands in stark contrast to that of the hand instruments used in dental restorative procedures of the past.1Although other methods for removal and shaping of tooth structure have recently emerged, such as air abrasion, lasers, and chemical dissolution, rotary cutting instruments remain a mainstay in restorative dentistry practices.2 Dental practitioners continue to rely on the use of dental burs for meticulous tooth preparation, utilizing these rotary instruments for margin refinement and enameloplasty, as well as for gross tooth reduction for indirect restorations and existing cast restoration removal, to provide outcomes that are not only esthetic but durable.3 However, clinicians often do not fully understand the various factors that need to be considered for proper bur selection and use, and are not always aware of current recommendations regarding bur disposal.4
BUR TYPES
Generally speaking, all rotary cutting instruments designed with bladed cutting heads are considered burs. These instruments function by cutting or abrading tooth structure, and are manufactured from carbide, steel, or diamond abrasives. Dental burs are available in a variety of sizes, shapes, grits, and designs (Fig- ure 1), with bur selection generally depending on a number of factors, including the type of clinical procedure being performed, the experience level of the operator, the shape of the bur, its sterilization method, and its disposal.5
Burs became unified in the 1980s by a common nomenclature and classification, and are thus included in the American Dental Association (ADA) specification No. 23 and International Organization for Standardization (ISO) standards. The components of a bur are the head, neck, and shank. The shank diameter determines if the bur is a friction-grip or high-speed turbine fit with a 1.6-mm free end, or a contra-angle or slow-speed turbine fit with a 2.35-mm latch or notch at the end. The friction grip varies from 16.5 mm to 25 mm in length, and the contra-angle varies from 22 mm to 34 mm in length.
The ISO bases the classification of dental burs on the following: (1) the material of the cutting head, (2) the shank, (3) the shape of the bur head, (4) the grit size, and (5) the maximum head diameter (Figure 2).6 The most defining aspect of bur classification is the shape of the bur head. Bur head shape can vary in size, number of flutes, abrasiveness, and design (cross-cut or channel-cut). However, because of ISO standards, bur dimension must remain consistent (Figure 3). Savvy clinicians learn through clinical practice to optimize restorations based on the particular bur design and dimension, especially when preparing indirect restorations, to ensure and allow for proper tooth reduction.7
Carbide Burs
With carbide burs, the actual cutting takes place at the edge of the bur head. Uniformly spaced blades with concave areas between the blades are the projections that form the cutting edge. The blade design has two sides: a rake side / blade face that acts as the leading edge, and a clearance face or trailing edge. These side angulations determine the cutting ability of the bur (Figure 4).7 Carbide burs are used most often to prepare virgin tooth structure and remove an existing restoration, and also to shape bone. Because of their fluted design, carbide burs create a smoother remaining surface than other burs.8
Carbide burs are often prone to breakage from the rigor and strenuous forces applied from natural tooth cutting or metal substrate crown removal. Bur breakage poses not only a risk for the patient, but also a procedural interruption. The likelihood of breakage can be mitigated by the method used in the manufacturing of these burs. Carbide burs are manufactured by either of two different approaches: one manu- facturing method promotes welding tungsten carbide to a stainless steel shank, while with another method, the bur is fabricated from a single-piece construction of tungsten carbide. Studies show that by removing the weld, greater force is needed to break the bur. In addition, the same manufacturer that utilizes that latter method has introduced an engineered blended neck design (Figure 5). According to the manufacturer, this modification thickens this vulnerable area to provide more strength, while the added width remains within ISO standards.
Diamond Burs
Diamond burs are designed to remove gross tooth structure and slice through porcelain or zirconia, and they have unique polishing qualities. They enable more precision and efficient cutting while providing the clinician increased operator tactility. A variety of factors may affect the cutting performance of diamond burs-heat, vibration, clogging, handpiece power, concentricity, and particle integrity-which ultimately cause trauma to the tooth.5
The manufacturing process of diamond burs varies, is often proprietary, and directly affects the cutting effectiveness, uniformity, and perform- ance duration of the bur. Essentially, powdered diamond abrasive particles are metallically bonded or electroplated to a blank metal shaft. These abrasive particles are produced from either natural diamonds or a man-made composition.9,10
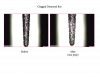
Electroplated diamond burs are prone to inconsistent cutting and offer a shorter product life (Figure 6).11 During the fabrication process, the particle attachment can be more random, causing a tendency for the loosely attached dia- mond particles to be dislodged prematurely. As the diamond particles are lost, the bur changes shape and becomes irregular.12 Furthermore, other particles are buried completely in the plating layer and thus are unavailable to assist in cutting the tooth structure, which in turn creates unnecessary heat and friction. This becomes clinically significant in critical areas such as the margin of a preparation. If the tip of the bur begins to "bald," the margin has become misshapen. A newer fabrication process called chemical vapor deposition (CVD) has emerged within the electroplating process. CVD capitalizes on a more secure mechanical interlock of the diamond grains to create a more dense cutting interface. Clinical results using this technology show promise, as efficient tooth preparations and reduced surface roughness have been seen with the use of CVD in comparison with conventional electroplated burs.13
Metallically bonded diamond burs undergo a fabrication process that permanently fuses a diamond crystal matrix layer. The amount of diamond exposure that is bonded onto the metal blank surface will determine the cutting ability and the uniformity of the layer. A more uniform cutting layer will provide a more exposed diamond surface, which improves the overall cutting ability on the tips and edges of the diamond bur. A manufacturing process that maximizes the exposure of the diamond-cutting surface will create a more effective cutting tool. Therefore, product claims of 10% to 20% more diamond exposure can translate to increased clinical cutting efficiency.
Diamond burs come in a wide variety of grits. Bur abrasiveness ranges from super coarse to super fine (Figure 7). Depending on the procedure, the clinician must consider the level of abrasiveness to best perform the task. Gross tooth removal requires a super-coarse grit, whereas a super-fine diamond bur is used to create a pristine finish.
Selection of the proper grit size can also help prevent micro-cracks or fractures, pulpal trauma, and excessive tooth reduction. Although coarser diamonds may be useful for initial tooth reduction, operators need to be aware of the effects of coarser grits on heat generation and the surface finish, especially enamel damage.14The pressure applied to the handpiece and its effect on cutting efficiency is also interrelated to grit size selection. Most dentists apply pressure from 50 to 150 g while using a high-speed handpiece.15 Studies support that when using a medium-grit bur, increasing the pressure on the handpiece will not increase cutting efficiency. Conversely, increasing the handpiece pressure when utilizing a coarse-grit bur does in fact improve cutting efficiency; however, the effect of the increased rate of cutting on tooth structure reduction and pulpal sequelae is unknown.3 Finally, selecting the proper grit is also important for cases that require indirect restorations. For milled ceramic indirect restorations, clinicians should finalize their indirect preparations with a fine or super-fine diamond grit or a tungsten carbide. These selections enhance the final restoration placement, whether this is done with cementing or bonding. Studies indicate that bond strengths to dentin that is prepared using a fine diamond grit are better than when a coarse diamond grit is used.16-18
THE INFLUENCE OF HANDPIECE LOAD ON CUTTING EFFICIENCY
As innovation and technology continue to drive digital dentistry, the advancement of high-speed dental handpieces has created a powerful partner with the dental bur for performing restorations. Electric belt-driven handpieces that rotated at top speeds of 50,000 rpm were commonplace through the 1950s. Not only did these units operate at a much slower speed and offer limited water spray, but the time needed to prepare a tooth was much longer, leading to greater patient discomfort. Traditional air-driven high-speed handpieces were introduced into US practices in the late 1950s by Dr. John Borden.19
Since then, the evolution of handpiece design has involved the introduction of fiber optics (in 1984), along with improved water spray delivery, plus smaller, lighter, and more powerful units. The modernization of the handpiece as we know it today necessitates performance, durability, and responsiveness from a bur, especially at rotational speeds nearing 200,000 to 400,000 rpm.20
Despite their improved rotary speed, today's electric or air-driven handpieces will create resistance if the materials being drilled or removed generate enough challenge. Each bur shank should be concentric and precisely calibrated, and must fit tightly into the handpiece to accommodate high runout speeds and to lessen any chattering.
For optimization and precision of these two operating units, the bur and handpiece must function with consistent cutting power and no deflection. This phenomena is known as the cycle of efficiency. As the bur engages tooth structure or material, the bur speed can lower, which in turn reduces cutting efficiency (termed "bur drag"). Diamond particles are lost, and the shape of the bur dynamically changes and can become irregular, although this will not be visible to the clinician's naked eye. Bur drag can be further compounded by poor bur design, prolonged cutting, and a clogged or dull bur.3 Often a clinician's mindset is to make a bur "last" through the procedure, when in fact this decision has undesirable consequences, as it results in the loss of time (and money) in the long-run. Ultimately, bur drag translates to increased procedural time and promotes turbine failure, over-heating of tooth structure/material, and hand fatigue.
STRATEGIES TO OPTIMIZE BUR PERFORMANCE
Clinicians can easily optimize the cutting ability of a bur by simple chairside adoption of the following strategies:
Turn up the water flow to the handpiece. Water spray is an important variable, and clinicians should use as much water as possible without compromising visibility in order to achieve effective cutting. Not only does water spray cool the tooth, but it also minimizes clogging of the bur and lubricates the cutting process to make it more efficient. Water cooling flow rates have been measured ranging from 15 to 44 mL/min, with the data suggesting that higher coolant flow rates do in fact promote cutting efficiency.21 With respect to specific materials, in a study evaluating cutting efficiency of sectioning through lithium disilicate glass-ceramic sectioning, it was shown that cutting efficiency was significantly higher at a water flow rate of 20 mL/min versus 15 mL/min.22In recent (2022) study by Lempel and Szalma,23 to attain optimal cutting efficiency, a coolant flow of 30 mL/min was found to be optimal to ensure safe intrapulpal temperatures and the absence of fine-mist aerosols.
Energy that is not used during a tooth preparation is transformed to heat.4 This heat build-up is directly related to and dependent on bur type, cutting time, bur rotation, applied pressure, handpiece torque, and coolant spray.24Various studies support using more coolant to improve cutting efficiency regardless of the dia- mond grit size. Evidence suggests that coolant lessens the diamond particle loss that causes ineffective cutting.25-27
Implement fresh, single-use burs for each procedure. As a bur engages a surface, cutting efficiency is reduced and vibration and chattering can increase,4 often causing patient discomfort. Trauma to the tooth can result from mechanical vibration, operator pressure, heat generation, or desiccation of the dentin. Depending on the degree of trauma, it may take 2 weeks to 6 months for pulpal sequelae to resolve.
Dull burs can also affect the handpiece turbine. Often clinicians are quick to blame the turbine for performance fatigue, when actually over time the used bur(s) have created a worn turbine from the eccentricity of the bur due to poor shank design or particle loss. This underscores the importance of selecting a bur that is constructed from a quality steel shank design and fits securely into the handpiece.
Promote healthy and conservative tooth reduction. The most frequently performed dental procedures are Class 2 direct restorations and crown preparations.28
- Protect the adjacent interproximal surface. Adjacent teeth are often nicked unless an interproximal barrier is used.29
- Use the dimension of the bur to create the precise reduction necessary for material requirements and longevity. Whether using a 330 or 331 carbide bur or a 0916.8 medium- coarse diamond bur, fundamental prep- aration begins with tooth reduction guided under the direction of the bur dimension (Figure 3 and Figure 8).
- Develop a methodical reduction approach
to crown preparations: initial occlusal table reduction, followed by interproximal re- duction, then gross buccal and lingual reduction, and finally, margin establish- ment. This truly creates more procedural efficiency through standardizing the proce- dure and reduces how many times the bur must be changed out during the procedure.
- Create a well-defined margin or finish line (examples of finish line burs are shown in Figure 9). For ceramics and CAD/ CAM restorations, a modified shoulder or flat 90° design that is circumferentially smooth is recommended. Because of digital scan- ning and milling, marginal integrity is para- mount. To best achieve this presentation, move around the tooth in a consistent counter-clockwise direction while the bur is spinning in a clockwise manner. Carbide burs achieve smoother margins more easily.8 Many dentists report improved control and tactility by adopting this meth- od. Short movements or back-and-forth motions often create marginal "stepping" or ditching. Beware of burs that poss- ess a round end, which can create a J-hook that is impossible to mill and problem- atic to seat (Figure 10).
- Use the grit of the bur to your advantage, whether it is coarse or fine grit. Begin with a coarse grit for gross reduction and finalize with a fine-grit diamond bur or carbide to create a smooth preparation. White stones are very useful to smooth a preparation when run on slow speed at 30,000 to 40,000 rpm. With the adoption of intraoral scanners, smoother preparations not only result in data that can be read more easily, but can be milled more readily to create a better-fitting restoration. Smooth in- direct preparations have been shown to promote improved bonding strengths with the use of adhesive resin cements at the final placement.16,17 For composite finish- ing, a 15- to 40-micron finishing diamond bur is recommended, followed by the use of a tungsten carbide bur to yield a smooth composite surface.30,31
Select burs based on the specific procedure. For cutting or adjusting zirconia, select a bur designed to manage this challenging material. Because of zirconia's material structure, deep striations from adjustment often result. Z-class diamond bur cutters and adjusters are shown in Figure 11. These diamond burs are designed to cut zirconia at a consistent depth and to produce a smooth cut without scarring the crystalline surface. Another diamond bur option is uniquely designed for endodontic access that offers controlled cutting for pulpal access (Figure 12).
Adopt the use of disposable burs to reduce cross-contamination and improve safety. Infection control strategies have emerged that offer important guidelines for bur usage. The Recommendations for Infection Control in Dental Settings published by the Centers for Disease Control and Prevention (CDC) in 2003 (updated 2016) recommends that burs, diamonds, and endodontic instruments be used once and discarded rather than resterilized. Cleaning tooth debris from a diamond bur is uncertain. Removing organic materials, undergoing ultrasonic cleaning, and steam autoclaving can damage the cutting surfaces and raise the potential for break- age during patient treatment.32,33
Improve practice management and time. The process of cleaning debris from a bur is not only laborious, but also creates an uncertain outcome. Consider your assistant's time spent intricately cleaning, organizing, and then restocking burs. The economics of a single-use bur make sense with the adoption of individually packaged, sterilized, and color-coded burs with the grit identification for safety, convenience, and procedural efficiency (Figure 13).
CONCLUSION
More than ever, dental practitioners are looking to adopt safe, conservative, and efficient tools and methods for tooth preparation. Dental burs are an essential aspect of restorative dentistry that have revolutionized the safety and efficiency of tooth preparations. For cutting effectiveness to be maximized, proper bur and grit selection are necessary and must take into consideration several factors, including the type of clinical procedure being performed (eg, gross tooth removal versus creating a finish), the shape of the bur, and the manufacturing process used for a particular bur. The pairing of dental burs and high-speed handpieces has formed an effective partnership for performing restorations, with handpiece load having a direct relationship with bur performance. Bur usage can be optimized by following several strategies, such as reduction approaches that decrease the number of times the bur must be changed out during the procedure, while patient safety can be promoted by observing CDC recommendations for bur usage and disposal.
References
1. Roberson TM, Heymann HO, Swift E. Strudevant's Arts & Science of Operative Dentistry. 4th ed. St. Louis: Mosby; 2001:330.
2. Watson TF, Flanagan D, Stone DG. High and low torque handpiece: cutting dynamics, enamel cracking and tooth temperature. Br Dent J. 2000;188(12):680-686.
3. Siegel SC, Von Fraunhofer A. Dental cutting with diamond burs: heavy-handed or light touch? J Prosthodont. 1999;8(1):3-9.
4. Sharma S, Shankar R, Srinivas K. An epidemiological study on the selection, usage and disposal of dental burs among the dental practitioner's. J Clin Diagn Res. 2014;8(1): 250-254.
5. Siegel SC, Von Fraunhofer A. Dental burs--what bur for which application? A survey of dental schools. J Prosthodont. 1999;8(4):258-263.
6. Hemamalathi SK, Abarajithan M, Kandaswamy D. A novel simplified numbering system for dental burs. Indian J Dental Res. 2008;19(4):284-287.
7. Ahmed W, Hassan IU, Jackson M, Rego C, Sein H, Subramani K. Chapter 13 - Surface engineering of dental tools with diamond for enhanced life and performance. In: Subramani K, Ahmed W, eds. Emerging Nanotechnologies in Dentistry. 2nd ed. New York: Elsevier; 2018: 251-288.
8. Albers HF. Tooth-Colored Restoratives: Principles and Techniques. Hamilton, ON: BC Decker; 2002:133.
9. Klimek L, Kochanowski M, Romanowicz M. Abrasive wear of diamond-coated dental burs and its impact on the parameters of the finished surface. Journal of Superhard Materials. 2007;29(3):181-184.
10. Siegel SC, Von Fraunhofer JA. Dental cutting: the historical development of diamond burs. J Am Dent Assoc. 1998;129(6):740-745.
11. de Resendea LW, Corat EJ, Trava-Airoldi VJ, Leitea NF. Multi-layer structure for chemical vapor deposition diamond on electroplated diamond tools. Diamond and Related Materials. 2001;20(3-7):332-336.
12. Borges CF, Magne P, Pfender E, Heberlein J. Dental diamond burs made with a new technology. J Prosthet Dent.1999;82(1):73-79.
13. Sethi TK, Nayakar RP, Patil AG. Cutting efficiency of welded diamond and vacuum diffusion technology burs and conventional electroplated burs on the surface changes of the teeth - an in vitrostudy. Contemp Clin Dent. 2021;12(3):259-265.
14. Siegel SC, von Fraunhofer JA. Cutting efficiency of three diamond bur grit sizes. J Am Dent Assoc.2000; 131(12):1706-1710.
15. Siegel SC, von Fraunhofer JA. Assessing the cutting efficiency of dental diamond burs. J Am Dent Assoc.1996;127(6):763-772.
16. Ermis RB, DeMunck J, Cardoso MV, et al. Bond strength of self adhesives to dentin prepared with three different diamond burs. Dent Mater. 2008;24(7):978-985.
17. Nishimura K, Ikeda M, Yoshikawa T, et al. Effect of various grit burs on marginal integrity of resin composite restorations. J Med Dent Sci. 2005:52(1):9-12.
18. Yiu CK, Hiraishi N, King NM, Tay FR. Effect of dentinal surface preparation on bond strength of self-etching adhesives. J Adhes Dent. 2008;10(3):173-182.
19. Ring ME. The true discoverer of the dental air turbine handpiece, Sir John Walsh of New Zealand. N Z Dent J. 1987;35(2):106-109.
20. Trost L. Maximizing the use of diamond burs. Dentaltown.January 2018. https://www.dentaltown.com/magazine/article/6814/spin me-right-round. Accessed May 2, 2022.
21. von Fraunhofer JA, Siegel SC, Feldman S. Handpiece coolant flow rates and dental cutting. Oper Dent. 2000;25(6):544-548.
22.Siegel SC, Patel T. Comparison of cutting efficiency with different diamond burs and water flow rates in cutting lithium disilicate glass ceramic. J Am Dent Assoc. 2016;147(10):792-796.
23. Lempel E, Szalma J. Effect of spray air settings of speed-increasing contra-angle handpieces on intrapulpal temperatures, drilling times, and coolant spray pattern. Clin Oral Investig. 2022;26(1):523-533.
24. Galindo DF, Ercoli C, Funkenbusch PD, et al. Tooth preparation: a study on the effect of different variables and a comparison between conventional and channeled diamond burs. J Prosthodont. 2004;13(1):3-16.
25. von Fraunhofer JA, Siegel SC. Using chemomechanically assisted diamond bur cutting for improved efficiency. J Am Dent Assoc. 2003;134(1):53-58.
26. Siegel SC, von Fraunhofer JA. The effect of handpiece spray patterns on cutting efficiency. J Am Dent Assoc. 2002;133(2):184-188.
27.Siegel SC, von Fraunhofer JA. Irrigation rates and handpieces used in prosthodontic and operative dentistry: results of a survey of North American dental school teaching. J Prosthodont.2000;9(2):82-86.
28. American Dental Association Procedure Recap Report. 2006.
29. Christensen GJ. Protecting the adjacent tooth. Clinician's Report. 2012;5(11).
30. Jung M. Surface roughness and cutting efficiency of composite finishing instruments. Oper Dent1997;22 (3):98-104.
31. Valente LL, Silva MF, Fonseca AS, Münchow E, Isolan CP, Moraes RR. Effect of diamond bur grit size on composite repair. J Adhes Dent. 2015;17(3):257-263.
32. Sajjanshetty S, Hugar D, Hugar S, Ranjan S, Kadani M. Decontamination methods used for dental burs - a comparative study. J Clin Diagn Res. 2014;8(6): ZC39-41.
33. Gul M, Ghafoor R, Aziz S, Khan FR. Assessment of contamination on sterilised dental burs after being subjected to various pre-cleaning methods. J Pak Med Assoc. 2018;68(8):1188-1192.